银丝?气痕?如何解决
所谓银丝,主要指塑料在充模过程中受到气体(包括水汽 、空气 、分解气及溶剂气)干扰而出现在制品表面上的条纹丝状缺陷 。相伴的,往往还有气痕等问题。
所谓银丝,主要指塑料在充模过程中受到气体(包括水汽 、空气 、分解气及溶剂气)干扰而出现在制品表面上的条纹丝状缺陷 。相伴的,往往还有气痕等问题。

一般来说,从成型加工过程排查可以有以下一些思路?
A.产生何种缺陷?它发生于何时(开始注塑时还是生产过程中)、何处?程度怎样?
B.缺陷发生的频率是多少(是每一次,还是偶然发生)?不良数有多少?
C.模腔数是多少?注塑缺陷是否总是发生于相同的模穴?
D.该缺陷在成型时是否总是发生于相同的位置?
E.该缺陷在浇口处,还是远离浇口部位?
F.更换新开包原料生产,缺陷是否还会发生?
换一台注塑机生产,缺陷是否只在某一台注塑机发生,还是也发生于其它注塑机
这里从注塑工艺、模具结构、材料端3个角度重点展开来细说:
01 注塑工艺
无论制件大小,这是最通用的问题了,首先是成形温度,当注塑成型温度过高,材料容易受热分解,分子链断裂,产生一系类小分子物质,形成外观银丝、碳化等缺陷。剪切应力最大值集中在浇口附近,而当注塑温度过低,整个材料粘度增大,导致剪切应力增大。浇口附近局部温度升高,造成分子链断裂,产品外观银丝,此种缺陷多集中在浇口区域。

02 模具结构
● 模具排气不良
同样,气体也是银丝、气痕的关键原因,所以除了一方面需降低气体产生,另一方面也要气体及时排出模具。对于部分易析出的材料(如ASA),除了保证排气槽深度以外,还要定期对排气槽进行保养,防止堵塞。再说具体点可以在有气痕的地方加做一些镶件排气、顶杆排气、排气钢排气等,对一些特别的模具也可以用抽真空排气。
● 产品浇口设计
大零件相对来说比小零件更容易产生银丝。其中一个很大因素和材料的流长比有关。对一些较大零件来说,例如格栅,通常会采用多浇口,顺序阀来注塑成型。因为各材料流动性不同,其浇口之间的距离也会不同,当浇口之间的距离超过其流长比以后,就会在产品外观产生银丝、熔接线、温差线等缺陷。

03 从材料端,我们可以通过以下3招,规避银丝气痕等问题!
● 严格控制材料的含水率:
【一般原料含水率<0.05%,对水分敏感的聚酯类原料(含PC 、PBT、 PET、PU等易高温水解)<0.02%】,轻松改善因含水率过高,高温熔体容易在料筒中和射嘴、浇口等强剪切之处发生过热分解,产生的表面银丝,气痕问题。
● 寻找流动性好的材料:
降低注塑温度同时采纳流动性好,容易加工的材料。比如ABS替代PC/ABS 合金;或者干脆直接优化材料的流动加工性能。不过现在ABS那么贵,也不是说换就能换的。
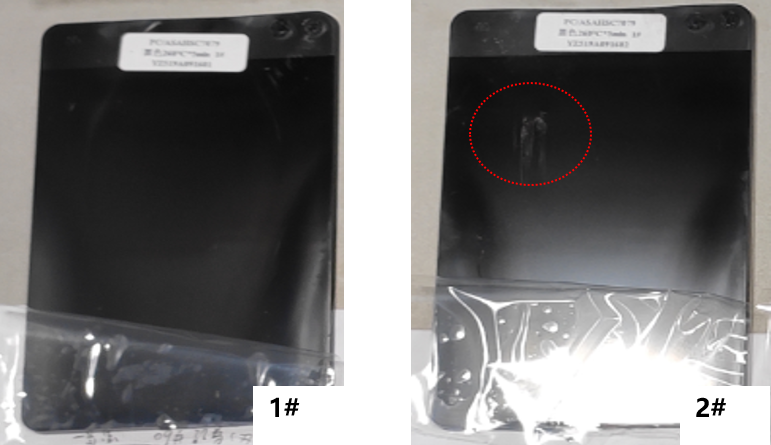
● 提高材料的热稳定性能:
其实,我们可以通过改变某材料的聚合物的聚合方式,在不变更工艺参数的情况下,有效降低瑕疵出现概率。我们选取高热稳定性组分设计材料配方(左侧),银丝现象消失,问题得到解决。